

ໃນເຄື່ອງຈັກການເຜົາໃຫມ້ພາຍໃນ piston ໃດມີສ່ວນຫນຶ່ງທີ່ເຊື່ອມຕໍ່ piston ກັບຫົວເທິງຂອງ rod ເຊື່ອມຕໍ່ - pin piston.ທຸກສິ່ງທຸກຢ່າງກ່ຽວກັບ pins piston, ລັກສະນະການອອກແບບແລະວິທີການຕິດຕັ້ງຂອງເຂົາເຈົ້າ, ເຊັ່ນດຽວກັນກັບການເລືອກທີ່ຖືກຕ້ອງແລະການທົດແທນຂອງ pins ປະເພດຕ່າງໆແມ່ນໄດ້ອະທິບາຍລາຍລະອຽດໃນບົດຄວາມ.
piston pin ແມ່ນຫຍັງ
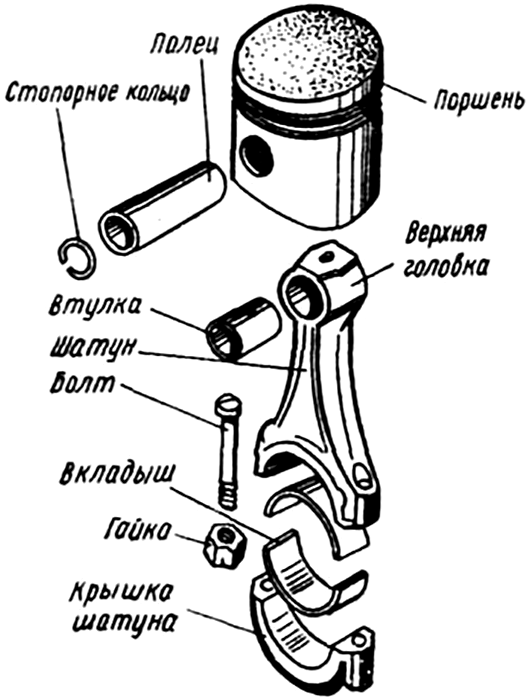
piston pin (PP) ແມ່ນອົງປະກອບຂອງກຸ່ມ piston ຂອງເຄື່ອງຈັກໃນການເຜົາໃຫມ້ພາຍໃນ;ກະບອກສູບເປັນຮູເຫຼັກ, ດ້ວຍການຊ່ວຍເຫຼືອຂອງ piston ແລະ rod ເຊື່ອມຕໍ່ແມ່ນ hinged.
ໃນເຄື່ອງຈັກການເຜົາໃຫມ້ພາຍໃນ reciprocating, ການສົ່ງແລະການປ່ຽນແປງຂອງກໍາລັງທີ່ເກີດຈາກການເຜົາໃຫມ້ຂອງສ່ວນປະສົມຂອງນໍ້າມັນເຊື້ອໄຟ - ອາກາດໃນກະບອກແມ່ນດໍາເນີນໂດຍກຸ່ມລູກສູບແລະກົນໄກ crank.ພາກສ່ວນຕົ້ນຕໍຂອງລະບົບເຫຼົ່ານີ້ປະກອບມີ piston ແລະ rod ເຊື່ອມຕໍ່ທີ່ມີ hinge ຮ່ວມກັນ, ເນື່ອງຈາກວ່າມັນເປັນໄປໄດ້ທີ່ຈະ deviate ແກນ rod ເຊື່ອມຕໍ່ຈາກແກນ piston ໃນເວລາທີ່ມັນຢູ່ລະຫວ່າງສູນກາງຕາຍເທິງແລະຕ່ໍາ (TDC ແລະ TDC).ການເຊື່ອມຕໍ່ hinge ຂອງ piston ແລະ rod ເຊື່ອມຕໍ່ແມ່ນປະຕິບັດໂດຍໃຊ້ສ່ວນທີ່ງ່າຍດາຍ - pin piston.
pin piston ແກ້ໄຂສອງວຽກງານທີ່ສໍາຄັນ:
●ເຮັດຫນ້າທີ່ເປັນ hinge ລະຫວ່າງ piston ແລະ rod ເຊື່ອມຕໍ່;
●ສະຫນອງການໂອນກໍາລັງແລະແຮງບິດຈາກທໍ່ເຊື່ອມຕໍ່ໄປຫາລູກສູບໃນເວລາເລີ່ມຕົ້ນເຄື່ອງຈັກແລະຈາກລູກສູບໄປຫາທໍ່ເຊື່ອມຕໍ່ໃນເວລາທີ່ເຄື່ອງຈັກກໍາລັງແລ່ນ.
ນັ້ນແມ່ນ, PP ບໍ່ພຽງແຕ່ເຊື່ອມຕໍ່ piston ແລະ rod ເຊື່ອມຕໍ່ເຂົ້າໄປໃນລະບົບດຽວ (ເຊິ່ງປະກອບມີ crankshaft), ແຕ່ຍັງຮັບປະກັນການປະສານງານໂດຍທົ່ວໄປຂອງກຸ່ມ piston ແລະກົນໄກ crank ຂອງເຄື່ອງຈັກ.ດັ່ງນັ້ນ, ການເຮັດວຽກຜິດປົກກະຕິຫຼືການສວມໃສ່ຂອງນິ້ວມືມີຜົນກະທົບທາງລົບຕໍ່ການເຮັດວຽກຂອງຫນ່ວຍງານໄຟຟ້າທັງຫມົດ, ຮຽກຮ້ອງໃຫ້ມີການສ້ອມແປງໄວ.ແຕ່ກ່ອນທີ່ຈະຊື້ pins piston ໃຫມ່, ທ່ານຄວນເຂົ້າໃຈການອອກແບບແລະບາງລັກສະນະຂອງເຂົາເຈົ້າ.
ປະເພດ, ອຸປະກອນແລະຄຸນລັກສະນະຂອງ pins piston
pins piston ທີ່ໃຊ້ໃນປັດຈຸບັນທັງຫມົດມີການອອກແບບດຽວກັນທີ່ສໍາຄັນ: ໂດຍທົ່ວໄປ, ມັນເປັນ rod ເຫຼັກເປັນຮູທີ່ມີຝາຂ້ອນຂ້າງບາງຕິດຕັ້ງຢູ່ໃນນາຍຈ້າງຂອງ piston ແລະຫົວ rod ເຊື່ອມຕໍ່ເທິງ.ໃນຕອນທ້າຍຂອງ pin, chamfers (ພາຍນອກແລະພາຍໃນ) ໄດ້ຖືກໂຍກຍ້າຍອອກ, ເຊິ່ງຮັບປະກັນການຕິດຕັ້ງງ່າຍຂອງພາກສ່ວນໃນ piston ຫຼື rod ເຊື່ອມຕໍ່, ແລະຍັງປ້ອງກັນຄວາມເສຍຫາຍຂອງພາກສ່ວນອື່ນໆໃນກໍລະນີຂອງການຕິດຕໍ່ອຸບັດຕິເຫດກັບເຂົາເຈົ້າ.
ໃນເວລາດຽວກັນ, ອົງປະກອບຊ່ວຍຕ່າງໆສາມາດປະຕິບັດຢູ່ໃນນິ້ວມື:
● ນຳຝາດ້ານໃນເປັນຮູບຈວຍຈາກກາງຫາດ້ານນອກເພື່ອໃຫ້ນິ້ວມືອ່ອນລົງໃນຂະນະທີ່ຮັກສາຄວາມເຂັ້ມແຂງຂອງມັນ;
●ສາຍແອວແຫວນພາຍໃນຢູ່ໃນສ່ວນກາງຂອງນິ້ວມືເພື່ອເຮັດໃຫ້ມັນແຂງ;
● ຮູທາງຂວາງທາງຂ້າງສໍາລັບການສ້ອມແຊມເຂັມຂັດໃນລູກສູບ.
pins Piston ແມ່ນເຮັດດ້ວຍກາກບອນໂຄງສ້າງອ່ອນ (15, 20, 45 ແລະອື່ນໆ) ແລະໂລຫະປະສົມບາງ (ປົກກະຕິແລ້ວ chromium 20X, 40X, 45X, 20HNZA ແລະອື່ນໆ).ດ້ານນອກແລະສາຍແອວຂະຫນາດນ້ອຍຢູ່ໃນຕອນທ້າຍຂອງພາກສ່ວນທີ່ເຮັດດ້ວຍເຫຼັກອ່ອນແມ່ນ carburized ແລະ quenched ກັບຄວາມເລິກຂອງ 1.5 ມມຈົນກ່ວາຄວາມແຂງຂອງ 55-62 HRC ແມ່ນບັນລຸໄດ້ (ໃນຂະນະທີ່ຊັ້ນໃນມີຄວາມແຂງຢູ່ໃນລະດັບຂອງ 22-. 30 HRC).ຊິ້ນສ່ວນທີ່ເຮັດດ້ວຍເຫຼັກກາກບອນຂະຫນາດກາງແມ່ນປົກກະຕິແລ້ວແຂງດ້ວຍກະແສຄວາມຖີ່ສູງ.ຫຼັງຈາກການປິ່ນປົວຄວາມຮ້ອນ, ດ້ານນອກຂອງ PP ຈະຖືກຂັດ.ການແຂງຂອງສ່ວນດັ່ງກ່າວໃຫ້ຄວາມຕ້ານທານສູງຂອງພື້ນຜິວດ້ານນອກຂອງມັນທີ່ຈະສວມໃສ່, ໃນຂະນະທີ່ຄວາມຫນືດຂອງຊັ້ນໃນຂອງກໍາແພງຍັງຄົງຮັກສາຄວາມສາມາດຂອງນິ້ວມືທີ່ຈະທົນທານຕໍ່ການໂຫຼດແລະການສັ່ນສະເທືອນ.ການຂັດຫນ້າດິນກໍາຈັດພື້ນທີ່ທີ່ມີຄວາມກົດດັນອັນຕະລາຍ, ເຊິ່ງໃນລະຫວ່າງການປະຕິບັດງານຂອງເຄື່ອງຈັກສາມາດນໍາໄປສູ່ການຂູດ, ການແຂງຫຼືແມ້ກະທັ້ງການທໍາລາຍຂອງຊິ້ນສ່ວນ.
ການອອກແບບ piston ປົກກະຕິທີ່ມີ rod ເຊື່ອມຕໍ່
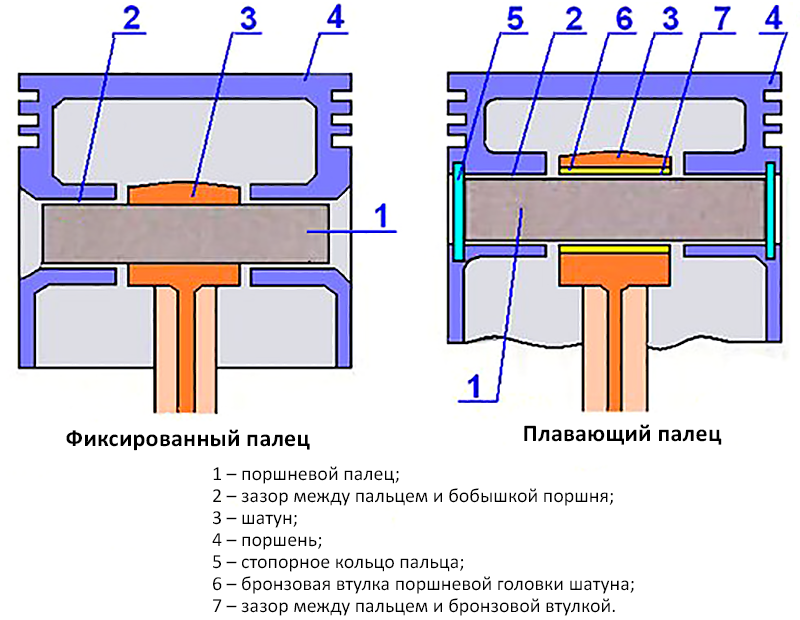
ດັ່ງທີ່ໄດ້ລະບຸໄວ້ແລ້ວ, pin piston ຕັ້ງຢູ່ໃນ piston ແລະຫົວເທິງຂອງ rod ເຊື່ອມຕໍ່, ເຊື່ອມຕໍ່ພາກສ່ວນເຫຼົ່ານີ້ເຂົ້າໄປໃນລະບົບດຽວ.ໃນ piston ສໍາລັບສ່ວນນີ້ມີສອງສ່ວນຂະຫຍາຍທີ່ມີຮູທາງຂວາງ - ນາຍຈ້າງ.ມີສອງທາງເລືອກໃນການອອກແບບສໍາລັບ hinge ລະຫວ່າງ piston ແລະ rod ເຊື່ອມຕໍ່:
● ດ້ວຍນິ້ວມື "ລອຍ";
● ດ້ວຍນິ້ວມືກົດເຂົ້າໄປໃນທໍ່ເຊື່ອມຕໍ່.
ໂຄງການທີສອງແມ່ນໄດ້ຖືກປະຕິບັດຢ່າງງ່າຍດາຍທີ່ສຸດ: ໃນກໍລະນີນີ້, PP ຖືກກົດເຂົ້າໄປໃນຫົວເຊື່ອມຕໍ່ (ຫນຶ່ງຊິ້ນ) ເທິງ, ເຊິ່ງປ້ອງກັນການຍ້າຍແກນຂອງມັນ, ແລະໃນນາຍຈ້າງຂອງລູກສູບມັນຕັ້ງຢູ່ໃນຊ່ອງຫວ່າງທີ່ແນ່ນອນ. , ເຊິ່ງເຮັດໃຫ້ມັນເປັນໄປໄດ້ທີ່ຈະຫັນ piston ທີ່ກ່ຽວຂ້ອງກັບ PP ໃນລະຫວ່າງການປະຕິບັດງານຂອງຫນ່ວຍງານພະລັງງານໃນທຸກຮູບແບບ.ນອກຈາກນີ້, ຊ່ອງຫວ່າງສະຫນອງການ lubrication ຂອງພາກສ່ວນ rubbing (ເຖິງແມ່ນວ່າເນື່ອງຈາກຊ່ອງຫວ່າງຂະຫນາດນ້ອຍ, ນິ້ວມືແລະຫນ້າດິນຂອງນາຍຈ້າງໃນການຕິດຕໍ່ກັບມັນສະເຫມີເຮັດວຽກຢູ່ໃນຮູບແບບ lubrication ບໍ່ພຽງພໍ).ໂຄງການນີ້ໄດ້ຖືກນໍາໃຊ້ໃນລົດພາຍໃນປະເທດ VAZ-2101, 2105, 2108, ມັນຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນແບບທີ່ທັນສະໄຫມຂອງການຜະລິດຕ່າງປະເທດ.
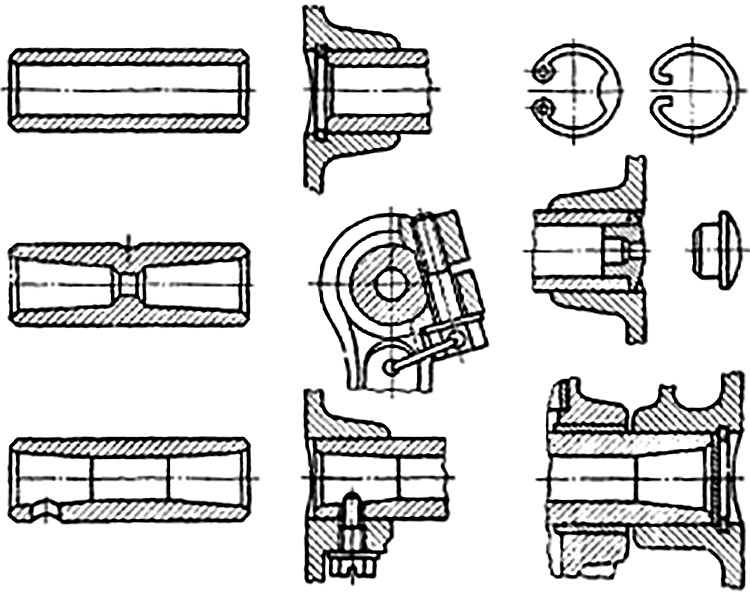
ໂຄງການນິ້ວມື "ລອຍ" ແມ່ນສັບສົນຫຼາຍ, ຍ້ອນວ່າມັນມີຫຼາຍພາກສ່ວນຊ່ວຍ.ໃນໂຄງການນີ້, PP ທີ່ມີຊ່ອງຫວ່າງຂະຫນາດນ້ອຍໄດ້ຖືກຕິດຕັ້ງຢູ່ໃນທັງສອງພາກສ່ວນ - ທັງໃນ piston bosses ແລະໃນຫົວ rod ເຊື່ອມຕໍ່ເທິງ, ນີ້ຮັບປະກັນການຫມຸນຟຣີຂອງຕົນໃນລະຫວ່າງການປະຕິບັດງານຂອງເຄື່ອງຈັກ.ເພື່ອປ້ອງກັນການຍ້າຍອອກຕາມແກນຂອງນິ້ວມື, ແຫວນທີ່ຍຶດຫມັ້ນໃນພາກຮຽນ spring ໄດ້ຖືກນໍາໃຊ້, ຕັ້ງຢູ່ທົ່ວຂຸມໃນນາຍຈ້າງ - ພວກເຂົາເຮັດຫນ້າທີ່ເປັນຈຸດຢຸດສໍາລັບ PP, ປ້ອງກັນບໍ່ໃຫ້ມັນຫຼຸດລົງ.ແຫວນສາມາດເຮັດດ້ວຍສາຍພາກຮຽນ spring ທີ່ມີພາກກາງຂອງວົງກົມຫຼື stamped ຈາກໂລຫະແຜ່ນ.ໃນກໍລະນີສຸດທ້າຍ, ພາກສ່ວນຕ່າງໆມີສີ່ຫລ່ຽມສີ່ຫລ່ຽມ, ແລະຮູສໍາລັບເຄື່ອງມືໄດ້ຖືກສະຫນອງໃຫ້ຢູ່ທັງສອງສົ້ນເພື່ອຄວາມສະດວກໃນການຕິດຕັ້ງແລະການໂຍກຍ້າຍຂອງແຫວນ.
ໃນບາງກໍລະນີ, locking fungi ຫຼື plugs ຖືກນໍາໃຊ້, ພວກເຂົາເຈົ້າແມ່ນເຮັດດ້ວຍໂລຫະອ່ອນ, ດັ່ງນັ້ນເຂົາເຈົ້າບໍ່ທໍາລາຍກະຈົກກະບອກໃນເວລາທີ່ຕິດຕໍ່ກັບມັນ.ປລັກສຽບຖືກໃຊ້ໃນເຄື່ອງຈັກສອງຈັງຫວະທີ່ມີການຈັດການທີ່ແນ່ນອນຂອງປ່ອງຢ້ຽມຮັບປະທານແລະໄອເສຍ, ປ້ອງກັນການໄຫຼຂອງອາຍແກັສທີ່ບໍ່ຕ້ອງການລະຫວ່າງພວກມັນ.ບາງຄັ້ງມັນຖືກນໍາໃຊ້ເພື່ອແກ້ໄຂສ່ວນທີ່ມີ screwed ເຂົ້າໄປໃນພາກສ່ວນຕ່ໍາຂອງນາຍຈ້າງແລະເຂົ້າໄປໃນຮູໃນຕອນທ້າຍຂອງ PP ໄດ້.
pins piston ຄົງແລະເລື່ອນໄດ້
PP, ໂດຍບໍ່ຄໍານຶງເຖິງວິທີການຂອງການຕິດຕັ້ງຂອງມັນ, ອາດຈະມີການໂຍກຍ້າຍທີ່ກ່ຽວຂ້ອງກັບແກນຂອງ piston, ເຖິງຫນຶ່ງແລະເຄິ່ງຫນຶ່ງຫຼືຫຼາຍກວ່າ millimeters.ການຍົກຍ້າຍນີ້ແມ່ນແນໃສ່ຫຼຸດຜ່ອນການໂຫຼດແບບເຄື່ອນໄຫວທີ່ piston, PP ແລະຫົວ rod ເຊື່ອມຕໍ່ຖືກຮັບຜິດຊອບໃນລະຫວ່າງ TDC ແລະ TDC.piston ໃນການເຄື່ອນໄຫວຂອງຕົນກັບ TDC ແລະກັບ TDC ແມ່ນຖືກກົດດັນກັບກໍາແພງຫີນຫນຶ່ງຂອງກະບອກ, ເຊິ່ງຍັງນໍາໄປສູ່ການກົດດັນຂອງ PP ກັບຫນຶ່ງຝາຂອງຮູພາຍໃນນາຍຈ້າງ.ດັ່ງນັ້ນ, ມີກໍາລັງທີ່ເຮັດໃຫ້ມັນຍາກທີ່ຈະຫັນ PP ໃນພາກສ່ວນການຫາຄູ່, ແລະເມື່ອຜ່ານ TDC ແລະ TDC, ການລ້ຽວສາມາດເກີດຂື້ນຢ່າງກະທັນຫັນ - ນີ້ເກີດຂື້ນດ້ວຍການລະເບີດ, ເຊິ່ງສະແດງອອກໂດຍການເຄາະລັກສະນະ.ປັດໃຈເຫຼົ່ານີ້ແມ່ນຖືກລົບລ້າງຢ່າງແນ່ນອນໂດຍການຕິດຕັ້ງ PP ໃນ piston ດ້ວຍການຍ້າຍແກນບາງ.
ວິທີການເລືອກແລະປ່ຽນ pin piston
ໃນລະຫວ່າງການປະຕິບັດງານຂອງເຄື່ອງຈັກ, ໂດຍສະເພາະໃນຮູບແບບສະຫຼັບ, ນິ້ວມືໄດ້ຮັບການໂຫຼດທີ່ສໍາຄັນ, ເຂົາເຈົ້າສວມໃສ່, ສາມາດ deformed ແລະຮຽກຮ້ອງໃຫ້ມີການທົດແທນ.ຄວາມຕ້ອງການທີ່ຈະທົດແທນນິ້ວມືແມ່ນຊີ້ໃຫ້ເຫັນເຖິງການເສື່ອມສະພາບຂອງການບີບອັດແລະການຫຼຸດລົງຂອງຄຸນລັກສະນະແບບເຄື່ອນໄຫວຂອງເຄື່ອງຈັກ, ເຊິ່ງສະແດງອອກຕື່ມອີກໂດຍການເຄາະລັກສະນະ.
ການສ້ອມແປງຂອງຫນ່ວຍງານພະລັງງານໃນກໍລະນີນີ້ແມ່ນຫຼຸດລົງເປັນການທົດແທນຂອງນິ້ວມື, ແລະບາງຄັ້ງການຫາຄູ່ພາກສ່ວນ - ເຊື່ອມຕໍ່ rod head bushings ໃນລະບົບທີ່ມີ "ເລື່ອນ" PP, ແຫວນແລະອື່ນໆ.ການຄັດເລືອກນິ້ວມືໃຫມ່ແລະພາກສ່ວນອື່ນໆແມ່ນດໍາເນີນໄປຕາມຂະຫນາດການສ້ອມແປງ.ສໍາລັບຕົວຢ່າງ, ສໍາລັບເຄື່ອງຈັກພາຍໃນປະເທດສ່ວນໃຫຍ່, ຊິ້ນສ່ວນຂອງສາມຂະຫນາດສ້ອມແປງແມ່ນສະເຫນີ, ແຕກຕ່າງກັນ 0.004 ມມ (ຕົວຢ່າງ, ເຄື່ອງຈັກ VAZ ມັກຈະໃຊ້ pins ທີ່ມີເສັ້ນຜ່າກາງ 21.970-21.974 ມມ (ປະເພດທີ 1), 21.974-21.978 ມມ (ປະເພດທີ 2). ແລະ 21.978-21.982 ມມ (ປະເພດທີ 3).ນີ້ເຮັດໃຫ້ມັນເປັນໄປໄດ້ທີ່ຈະເລືອກເອົາ pins ຂອງເສັ້ນຜ່າກາງທີ່ແຕກຕ່າງກັນ, ຄໍານຶງເຖິງການເພີ່ມຂຶ້ນຂອງເສັ້ນຜ່າກາງຂອງຂຸມໃນພາກສ່ວນການຫາຄູ່ເນື່ອງຈາກການສວມໃສ່ແລະຫນ້າເບື່ອຕໍ່ມາ.ການເຈາະແມ່ນປະຕິບັດຢູ່ສະເຫມີສໍາລັບຂະຫນາດການສ້ອມແປງດຽວກັນ, ແລະຖ້າການສວມໃສ່ຂອງຊິ້ນສ່ວນເກີນຂອບເຂດທີ່ກໍານົດໄວ້, ຫຼັງຈາກນັ້ນພວກມັນຕ້ອງຖືກປ່ຽນແທນ.
ຕາມກົດລະບຽບ, ນິ້ວມືຖືກຂາຍໃນຊຸດ (2, 4 ຫຼືຫຼາຍກວ່ານັ້ນ), ບາງຄັ້ງພ້ອມກັບແຫວນແລະສ່ວນອື່ນໆ.
pins Piston ຂອງປະເພດຕ່າງໆແລະວິທີການ fixation ຂອງເຂົາເຈົ້າໃນ piston ໄດ້
ໃນເວລາທີ່ການສ້ອມແປງກຸ່ມ piston ທີ່ມີ pins "ລອຍ", ບໍ່ຈໍາເປັນຕ້ອງໃຊ້ອຸປະກອນພິເສດ - ການຕິດຕັ້ງຊິ້ນສ່ວນໃນນາຍຈ້າງແລະຫົວ rod ເຊື່ອມຕໍ່ແມ່ນປະຕິບັດດ້ວຍຄວາມພະຍາຍາມດ້ວຍມື.ຖ້ານິ້ວມືຖືກປ່ຽນດ້ວຍການສ້ອມແຊມໃນທໍ່ເຊື່ອມຕໍ່, ຫຼັງຈາກນັ້ນທ່ານຕ້ອງໃຊ້ອຸປະກອນພິເສດສໍາລັບການກົດແລະກົດ PP (ໃນກໍລະນີງ່າຍດາຍທີ່ສຸດ, ເຫຼົ່ານີ້ສາມາດເປັນພຸ່ມໄມ້ແລະເຊືອກ, ແຕ່ຜູ້ຊ່ຽວຊານໃຊ້ອຸປະກອນກົນຈັກທີ່ສະລັບສັບຊ້ອນຫຼາຍຄ້າຍຄືກັນກັບຮອງ. ).
ໃນບາງກໍລະນີ, ການຕິດຕັ້ງ PP "ລອຍ" ໃນນາຍຈ້າງຍັງຖືກແຊກແຊງ, ສໍາລັບການນີ້ piston ແມ່ນໃຫ້ຄວາມຮ້ອນໃນນ້ໍາຫຼືຂອງແຫຼວອື່ນໆເຖິງ 55-70 ° C ກ່ອນທີ່ຈະຕິດຕັ້ງ.ຄວາມຈິງແລ້ວແມ່ນວ່າລູກສູບອາລູມິນຽມຂະຫຍາຍໄດ້ໄວກວ່າ pin ເຫຼັກ, ດັ່ງນັ້ນໃນເຄື່ອງຈັກທີ່ບໍ່ມີຄວາມຮ້ອນ, ຊ່ອງຫວ່າງລະຫວ່າງຊິ້ນສ່ວນຈະເພີ່ມຂຶ້ນແລະເຄາະຈະປາກົດ.ໃນເວລາທີ່ການຕິດຕັ້ງ PP ໃນການແຊກແຊງ, ຊ່ອງຫວ່າງເກີດຂຶ້ນພຽງແຕ່ໃນເວລາທີ່ motor ໄດ້ອົບອຸ່ນຂຶ້ນ, ເຊິ່ງປ້ອງກັນຜົນກະທົບຂອງພາກສ່ວນແລະ, ຕາມຄວາມເຫມາະສົມ, knocking.
ມັນຄວນຈະສັງເກດວ່າການເຮັດວຽກກ່ຽວກັບການປ່ຽນ pins piston ຮຽກຮ້ອງໃຫ້ມີການຖອດເຄື່ອງຈັກຢ່າງຫຼວງຫຼາຍ, ສະນັ້ນມັນດີກວ່າທີ່ຈະປະຕິບັດໃຫ້ເຂົາເຈົ້າມີປະສົບການທີ່ເຫມາະສົມຫຼືຜູ້ຊ່ຽວຊານດ້ານຄວາມໄວ້ວາງໃຈ.ພຽງແຕ່ມີການຄັດເລືອກທີ່ເຫມາະສົມຂອງນິ້ວມືແລະການສ້ອມແປງທີ່ເຫມາະສົມ, ກຸ່ມ piston ຈະເຮັດວຽກທີ່ຫນ້າເຊື່ອຖືແລະປະສິດທິພາບ, ຮັບປະກັນປະສິດທິພາບສູງຂອງຫນ່ວຍບໍລິການພະລັງງານ.
ເວລາປະກາດ: ກໍລະກົດ-11-2023